
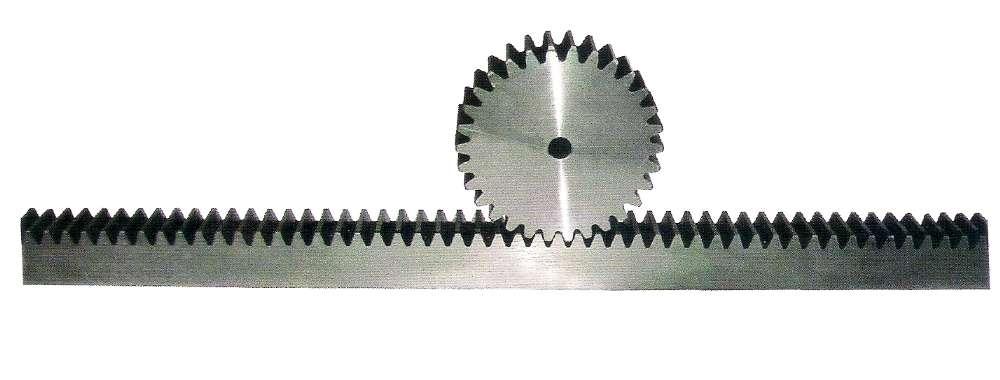
加工方法
齒輪齒條加工方法:(1)滾齒(2)插齒(3)剃齒(4)磨齒(5)珩齒。
滾齒
用齒輪滾刀按展成法加工齒輪、蝸輪等的齒面。
在滾齒機上用齒輪滾刀加工齒輪的原理,相當于一對螺旋齒輪嚙合的原理。
滾刀實質上是一個螺旋角很大的螺旋齒輪,因為齒數很少(單頭滾刀齒數K=1),牙齒又很長,可以繞軸線很多圈,所以成了一個螺旋升角很小的蝸桿——滾刀基本蝸桿。經過開槽和鏟齒后,這個蝸桿便成為具有切削刃和前、后角的齒輪滾刀了。
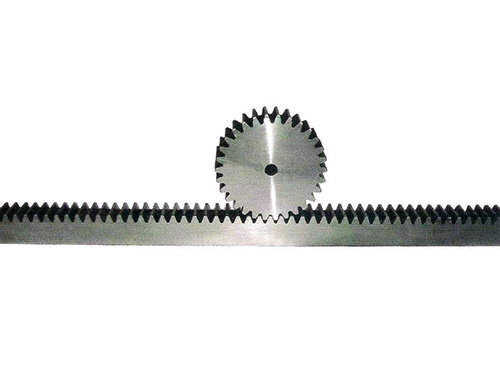
齒輪滾刀和被加工齒輪的展成運動,當滾刀旋轉時,相當于一個齒條在軸向移動,這個移動就相當于假想齒條與被加工齒輪的嚙合運動,因此滾刀和被加工齒輪之間有下列要求:
(1)滾刀的法向模數mn刀和法向齒形角αon刀應與被加工齒輪的相應參數相等。
(2)滾刀和被加工齒輪必須嚴格保持一對螺旋齒輪嚙合的運動關系,即:
式中n刀——滾刀每分鐘轉速;
n工——工件每分鐘轉速;
z工——工件的齒數;
K——滾刀的頭數。
相關新聞 /RELATED TO RECOMMEND
導軌絲杠選型必看!滾珠絲杠研磨級VS軋制級,選錯多花冤枉錢還影響精度
2026-05-04
導軌絲杠選型避坑!滾珠絲杠為何普遍不加減速機?附電機驅動選型案例
2026-05-03
滾珠絲桿裝配錯1步=精度報廢,導軌絲杠精密裝配全流程,零間隙實操指南
2026-04-27
導軌絲杠:精密傳動界的扛把子,聊聊滾珠絲桿的那些事
2026-04-24
導軌絲杠:滾珠絲杠副冷卻結構設計及溫升影響分析
2026-04-22
導軌絲杠選型避坑,梯形VS滾珠絲桿核心區別,90%從業者都選錯
2026-04-20
導軌絲杠裝配避坑!全流程實操詳解,80%的故障源于裝配不規范,一次達標不返工
2026-04-13
導軌絲杠 | 滾珠絲杠避坑指南!原理吃透不踩雷,高精度傳動99%的人都沒搞懂核心邏輯
2026-04-08
導軌絲杠選型避坑!四步法精準選型,90%工程師都在用,杜絕動力不足、共振隱患
2026-04-07
別再瞎選導軌絲杠!垂直安裝不設防墜,幾千斤負載直接砸穿設備
2026-04-06
滾動 vs 滑動:導軌絲杠選錯,磨損翻倍、維護成本直接飆升
2026-03-27
導軌絲杠:人形機器人直線運動核心,一步穩不穩全看它
2026-03-26